- Zanimljivosti
-
11.10.2023.
Vodič za kvalitetu laserskog rezanja
Optimizirajte kvalitetu rezanja za bilo koji materijal pomoću sljedećih koraka
Napravite najbolje parametre materijala koji pokušavate izrezati.
Provjerite je li zaštitna leća čista i u dobrom stanju.
Provjerite je li dizna u dobrom stanju i je li pravilno centrirana.
Izvršite kalibraciju laserske glave.
Podesite optimalne brzine pomaka stroja pri rezanju na osnovi početnih parametara.
Izrežite testni uzorak gdje se na poprečnom presjeku može vidjeti kvaliteta reza.
Podesite fokus + ili – dok se vizualno ne postigne najbolja moguća kvaliteta reza.
Podesite pritisak dok se vizualno ne postigne najbolja moguća kvaliteta reza.
Brzinu pomaka stroja povećavate ili smanjujete za vrijednosti od 5% dok ne dobijete željenu kvalitetu reza.
Nikada istovremeno ne mijenjati više od jednog parametra (snaga, brzina, pritisak, fokus)
Nivoi balansne visine i protok plina
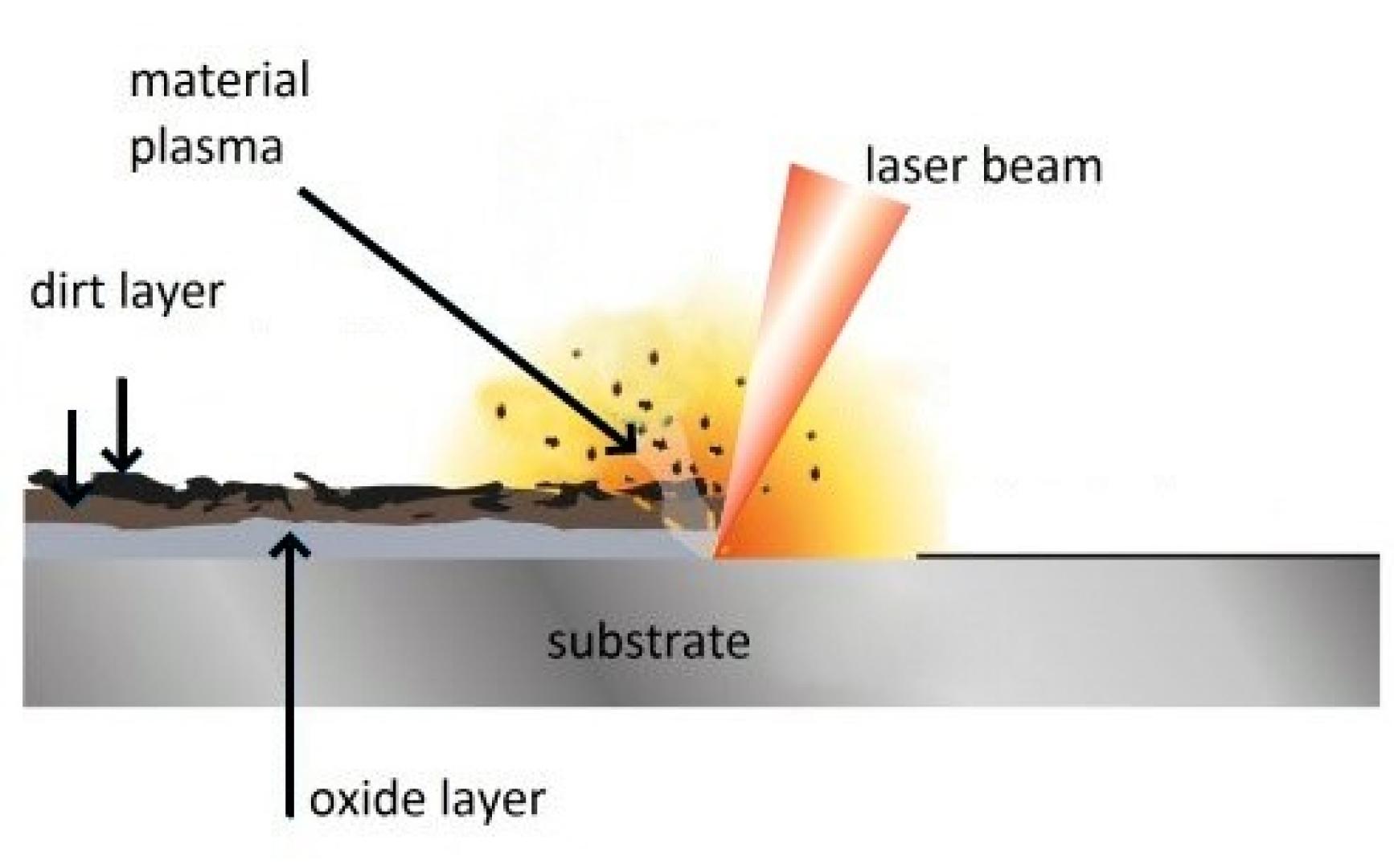
Rezanje mekog čelika laserom predstavlja ravnotežu između toga koliko se materijal zagrijava laserskim zrakom i koliko pomoćnog plina protiče kroz diznu. Zagrijavanje premale površine ili nedovoljno protoka pomoćnog plina kroz diznu rezultirat će preuskom rupom (širina reza). Zagrijavanje prevelike površine ili preveliki protok pomoćnog plina rezultirat će preširokim rezom.
Ispitivanje reza
Pogledajte prugaste tragove
- Vrh ili dno reza,
- Nepreciznost po x i y osi,
- Oksidacija,
- Kut reza,
- Nečistoće.
Tvornička podešavanja grafikona
Sljedeće prikazuje rezanje mekog čelika 12, 6 i 3,2 mm (1/2 ″, 1/4 ″ i 10ga) kisikom na fiber laseru od 2kw i primjeri rezova istog dijela sa jednom promjenjivom promjenom kako bi pokazali kako je to utjecalo na kvalitetu reza. Primjeri izvršenih podešavanja bit će slični za bilo koje lasersko rezanje mekog čelika CO2 ili fiber laserom sa O2.
Preuzak rez
Previše uzak rez karakterizira vizualno glatkim izrezanim rubovima na vrhu s nedostatkom oksidacije na dnu i/ili teškim otpadom.
Preširok rez
Previše širok rez karakterizira vizualno grublje izrezanim rubovima, većim sagorijevanjem po kutevima, povećanjem kuta na rubu rezanja i povremenim stvaranjem otpada.